前言:
模切機(jī)是模切壓痕設(shè)備的統(tǒng)稱����。模切包括按模板壓痕和按模板壓切。用鋼刀將印品壓切成單個(gè)圖形的產(chǎn)品稱作模切���;利用鋼線在印品上壓出痕跡或者留下彎折的槽痕稱作壓痕�。模切主要用于商標(biāo)�,不干膠及電子行業(yè)。
模切機(jī)對(duì)生產(chǎn)速度和精度要求很高��,目前市場(chǎng)上用的較多的控制架構(gòu)是PLC發(fā)脈沖控制伺服或步進(jìn)����;本文提供另一種新穎的方法,介紹A2伺服的PR模式用在平壓平型模切機(jī)上���。
一���、 設(shè)備主要結(jié)構(gòu)
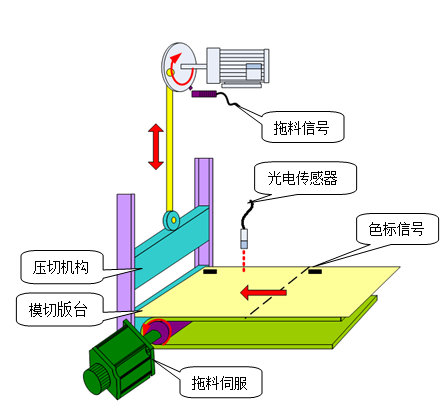
實(shí)際照片如下圖:

平壓平型模切機(jī)的模切版臺(tái)和壓切機(jī)構(gòu)的形狀都是平板狀的��。模切版被固定在平整的版臺(tái)上�����,被加工板料放在壓板上���。工作時(shí),模切版臺(tái)固定不動(dòng)�,壓板通過(guò)曲軸連桿作用往復(fù)運(yùn)動(dòng),使得版臺(tái)與壓板不斷地離合��。當(dāng)版臺(tái)與壓板與開(kāi)時(shí)�,給一拖料信號(hào)給A2伺服,A2伺服按照要求送一次料�。之后,版臺(tái)與壓板合壓一次�����,便實(shí)現(xiàn)一次模切。
二���、工藝流程
模切機(jī)的工作流程模式有程控和光控�����,光控相對(duì)復(fù)雜�。
1. 光控模式:
用在材料上有色標(biāo)的場(chǎng)合�����,要求每次切割位置相對(duì)色標(biāo)是固定的��。
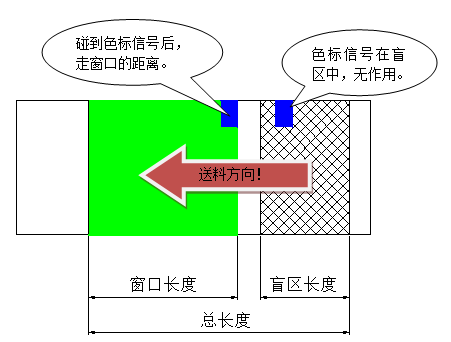
光控的過(guò)程如下(參考下圖):當(dāng)A2伺服收到拖料信號(hào)后�,開(kāi)使進(jìn)行送料�,在走的過(guò)程中,如果已送料的長(zhǎng)度小于盲區(qū)長(zhǎng)度的大小���,此時(shí)���,即使有色標(biāo)信號(hào),伺服也不理會(huì)��;當(dāng)已送料長(zhǎng)度大于盲區(qū)長(zhǎng)度后,伺服捕捉此后出現(xiàn)的第1個(gè)色標(biāo)�����,當(dāng)碰到色標(biāo)信號(hào)后����,伺服以碰到色標(biāo)的位置為起點(diǎn),再走窗口的距離��,然后停止�。如果,色標(biāo)信號(hào)一直不出現(xiàn)�����,伺服就以一開(kāi)始的速度走設(shè)定的送料長(zhǎng)度����。
2、程控模式:
一般用在材料上沒(méi)有色標(biāo)的場(chǎng)合��,當(dāng)A2伺服收到拖料信號(hào)后����,伺
服走一固定的距離�,也就是設(shè)置的送料長(zhǎng)度。
三、功能實(shí)現(xiàn)
目前世面上大多數(shù)模切機(jī)的控制由PLC發(fā)脈沖控制步進(jìn)或普通伺服���,盲區(qū)和窗口都是由PLC判斷,此種方式的缺點(diǎn)在于�,當(dāng)PLC碰到色標(biāo)后再發(fā)指定窗口脈沖數(shù),即使發(fā)的窗口脈沖數(shù)是正確的�����,由于伺服存在跟隨誤差�,最終的切割位置還是會(huì)有所偏離色標(biāo)信號(hào)。為避免這種情況�����,一般PLC程序會(huì)做處理�����,也就是當(dāng)碰到色標(biāo)信號(hào)后���,先發(fā)出CCLR信號(hào)(清除脈沖誤差量),同時(shí)發(fā)出窗口的脈沖數(shù)��,這可以提高部分精度。但由于普通伺服的I/O反應(yīng)時(shí)間較長(zhǎng)�����,無(wú)法達(dá)到最佳效果�����。
針對(duì)此情況���,我們選用臺(tái)達(dá)高性能A2伺服����,用PR模式來(lái)實(shí)現(xiàn)�。
下面簡(jiǎn)單介紹一下 Pr 模式
所謂的Pr 模式,即為Procedure 模式���,傳統(tǒng)的伺服���,使用此模式規(guī)劃既定的行程,如點(diǎn)對(duì)點(diǎn)的控制�,A2的Pr模式,已超出傳統(tǒng)的使用�,讓系統(tǒng)具有"可實(shí)時(shí)改變規(guī)劃行程"的能力��,具有動(dòng)態(tài)調(diào)整參數(shù)的功能�����,A2共有64個(gè)程序
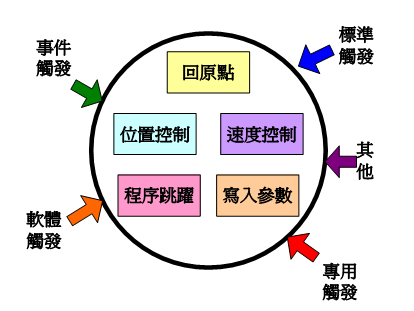
Pr 模式主要功能如上圖��,
回原點(diǎn)模式:提供9種回原點(diǎn)的模式�,若包含次選項(xiàng)��,組合超過(guò)30種
速度模式:可做定速控制��,含加減速曲線規(guī)劃
位置模式:定位命令����,共有絕對(duì)命令、相對(duì)命令��、增量命令�、高速抓取定位命令
程序跳躍模式:可改變程序的執(zhí)行順序,增加程序重復(fù)使用率及系統(tǒng)的使用彈性
寫(xiě)入指定參數(shù):可以改變系統(tǒng)參數(shù)�,動(dòng)態(tài)調(diào)整系統(tǒng)�����。
四、電氣架構(gòu)圖
1�����、電氣配置清單:
1. PLC: DVP32ES200T*1
2. 人機(jī)界面: DOP-B05S100
3. 伺服:ASD-A2-1521-B
4. 變頻器: VFD022M21A
5. 其它電氣配件
2���、電氣架構(gòu)圖:
臺(tái)達(dá)的B05觸摸屏有3個(gè)通訊口�,可以同時(shí)使用�,此設(shè)備,我們用屏的COM1口(RS232)與PLC相聯(lián)��,屏的COM2口通過(guò)RS485和臺(tái)達(dá)A2伺服相聯(lián)�����,用來(lái)設(shè)置A2運(yùn)行所需的參數(shù)�����。這種架構(gòu)簡(jiǎn)化了用戶的配線和PLC程序量����,讓PLC專注其它重要控制,糾偏�,收料等���。

五、A2參數(shù)設(shè)置
1����、輸入點(diǎn)定義:
DI1: SON
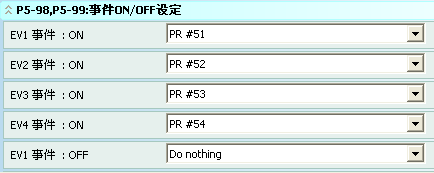
DI2: 光控 對(duì)色標(biāo)切啟動(dòng) 觸發(fā)EV1 (PR51)
DI3: 程控 定長(zhǎng)切啟動(dòng) 觸發(fā)EV2 (PR52)
DI4: 點(diǎn)動(dòng)正轉(zhuǎn) 觸發(fā)EV3 (PR53)
DI5: 點(diǎn)動(dòng)反轉(zhuǎn) 觸發(fā)EV4 (PR54)
DI6: 停止
DI7: 色標(biāo)
事件功能是臺(tái)達(dá)A2伺服的一大特色,即當(dāng)輸入點(diǎn)發(fā)生上升(或下降)延跳變時(shí)�����,觸發(fā)執(zhí)行一個(gè)PR程序�����,可以用來(lái)改參數(shù)�����,或重新歸劃路徑���。
2����、輸出點(diǎn)定義
DO1:SRDY
DO2:ZSPD
DO4:盲區(qū)到達(dá),100MS信號(hào)時(shí)長(zhǎng)
3�、光控PR程式說(shuō)明:
光控就是當(dāng)A2伺服收到拖料信號(hào)后�����,首先走一個(gè)POSITION定位TYPE 2路徑PR��,PR的長(zhǎng)度稍大于兩個(gè)色標(biāo)之間的長(zhǎng)度��,在走的過(guò)程中�,如果已送料的長(zhǎng)度小于盲區(qū)長(zhǎng)度的大小,此時(shí)���,即使有色標(biāo)信號(hào)�,伺服也不理會(huì)�;當(dāng)已送料長(zhǎng)度大于盲區(qū)長(zhǎng)度后,伺服的CAPTURE功能開(kāi)啟����,捕捉此后出現(xiàn)的第1個(gè)色標(biāo),當(dāng)碰到色標(biāo)信號(hào)后���,伺服中斷當(dāng)前走的PR,然后再執(zhí)行一個(gè)定長(zhǎng)PR50,PR50走的長(zhǎng)度規(guī)劃為窗口距離�,工作模式為CAPTURE高速抓取定位,也就是說(shuō)����,最終目標(biāo)位置為CAPTURE抓取位置+窗口位置,定位完成后�,CAPTURE自動(dòng)關(guān)閉。如果沒(méi)有色標(biāo)��,走完設(shè)定的長(zhǎng)度后�����,停止��。以下是詳細(xì)的PR流程及說(shuō)明:
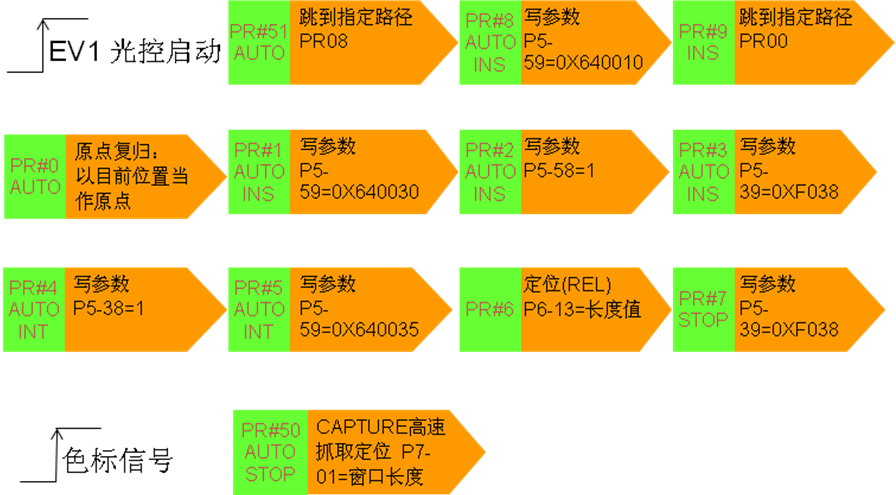
4���、光控具體PR流程及參數(shù)說(shuō)明:
PR51: 當(dāng)PLC發(fā)出伺服光控起動(dòng)信號(hào)時(shí)�����,觸發(fā)伺服的事件1功能�,事件1對(duì)應(yīng)的PR號(hào)為PR51,進(jìn)入PR51后�����,先跳轉(zhuǎn)到PR8.
PR08: 將P5-59設(shè)為0X640010(COMPARE啟動(dòng)控制)。首先將COMPARE軸設(shè)為輔助編碼器�����,目的為了后面將P5-57(COMPARE值當(dāng)前位置)清零�。
PR09: 跳轉(zhuǎn)到PR0����,執(zhí)行原點(diǎn)復(fù)歸
PR00: 回原點(diǎn)的方式為8,直接定義原點(diǎn)以目前位置當(dāng)作原點(diǎn)�����。也就是說(shuō)���,伺服本身不動(dòng)����,只是將伺服的當(dāng)前位置清零����。然后自動(dòng)跳入PR01

PR01:將P5-59設(shè)為0X640030(COMPARE啟動(dòng)控制),COMPARE軸被設(shè)為主編碼器�����。此時(shí)P5-57參數(shù)(COMPARE軸位置)復(fù)位為電機(jī)反饋位置,由于前面伺服已回過(guò)原點(diǎn)��,電機(jī)反饋位置為零�����,因此P5-57=0����。
PR02:將P5-58(比較點(diǎn)數(shù))設(shè)為1。每切一次��,只通過(guò)一個(gè)盲區(qū)�。
PR03:將P5-39設(shè)為0XF038,定義如下圖所示����。

PR04:將P5-38(CAPTURE抓取數(shù)量)設(shè)為1。抓取盲區(qū)后出現(xiàn)的第1個(gè)色標(biāo)��。
PR05:將P5-59設(shè)為0X640035(COMPARE啟動(dòng)控制)�����。開(kāi)啟COMPARE功能,COMPARE完成后(走盲區(qū))����,啟動(dòng)CAPTURE功能(抓色標(biāo))。

 PR06:?jiǎn)?dòng)PR定位功能�����,此時(shí)送料才開(kāi)始��。送料長(zhǎng)度由參數(shù)P6-13設(shè)定(通過(guò)觸摸屏)����。
PR06:?jiǎn)?dòng)PR定位功能�����,此時(shí)送料才開(kāi)始��。送料長(zhǎng)度由參數(shù)P6-13設(shè)定(通過(guò)觸摸屏)����。


盲區(qū)的設(shè)定:P5-56=50 (COMPARE-數(shù)據(jù)陣列開(kāi)始地址)
盲區(qū)是通過(guò)屏的宏程序設(shè)進(jìn)去的��。


在送料的過(guò)程中�,由于之前已啟動(dòng)了COMPARE完成后啟動(dòng)CAPTURE功能功能,因此當(dāng)走完盲區(qū)的距離后���,CAPTURE到色標(biāo)信號(hào)后����,自動(dòng)跳轉(zhuǎn)到PR50���。
PR50:此PR是用來(lái)走窗口的距離����,如下圖所示


PR50路徑模式是CAP高速定位,如下圖����。參數(shù)P7-01設(shè)為窗口的距離。(通過(guò)HMI設(shè)定)�����,CAPTURE功能 的概念是利用外部的觸發(fā)信號(hào)DI7���,達(dá)到瞬間抓取運(yùn)動(dòng)軸的位置數(shù)據(jù)����,由于抓取的動(dòng)作是由硬件完成�����,硬件DI7響應(yīng)時(shí)間 1 usec����,沒(méi)有軟件延遲的問(wèn)題����,對(duì)于高速運(yùn)轉(zhuǎn)的運(yùn)動(dòng)軸也可以準(zhǔn)確的抓取����。


PR50走完后,一個(gè)完整的PR流程就結(jié)束了�,等待下一次觸發(fā)。
PR7:如果過(guò)了盲區(qū)后����,一直沒(méi)有色標(biāo)信號(hào),此時(shí)伺服會(huì)將PR06中設(shè)定的送料長(zhǎng)度走完���。因?yàn)镃APTURE已經(jīng)開(kāi)起(此刻P5-39參數(shù)為0XF039,BIT0為ON)���,為避免誤動(dòng)作�����,還是要將CAPTURE關(guān)閉���。將P5-39設(shè)為0XF038����,即將參數(shù)的BIT0設(shè)為OFF���。
5��、程控和點(diǎn)動(dòng):這些功能PR程序相對(duì)簡(jiǎn)單����,只要執(zhí)行POSITION定位功能���,定位后停止即可����。

拿正向點(diǎn)動(dòng)舉例��,如下圖�,只要執(zhí)行相對(duì)定位(REL)


6、其它參數(shù)設(shè)置
客戶的送料輥周長(zhǎng)為600mm�����,由伺服經(jīng)一個(gè)速比為3的減速機(jī)拖動(dòng)�,為了客戶設(shè)置方便�����,我們規(guī)定1個(gè)PUU對(duì)應(yīng)1um����,也就是說(shuō)送料輥轉(zhuǎn)一圈�����,伺服電機(jī)要轉(zhuǎn)3圈���,因此���,電子齒輪比設(shè)置如下:

為使用比較(CMP)功能,若來(lái)源是主編碼器����,脈波設(shè)定的單位不是PUU����,而是分周數(shù),必須先分清楚:
PUU:位置單位�����,由齒輪比(P1-44,P1-45)所定義。
分周數(shù):每轉(zhuǎn)OA/OB輸出數(shù)量��,由P1-46 所定義��。實(shí)際CMP比較的數(shù)目會(huì)乘以4�。由于伺服電機(jī)轉(zhuǎn)一圈,送料輥轉(zhuǎn)1/3圈��,也就是走200MM�,因此,我們將P1-46設(shè)定為50000�,CMP主編碼器(即伺服電機(jī)轉(zhuǎn)一圈)每轉(zhuǎn)會(huì)有200000個(gè)脈波,正好1個(gè)脈沖對(duì)應(yīng)1個(gè)um��!
六�、PLC及HMI程序說(shuō)明
此設(shè)備中,PLC主要用于邏輯控制��,有以下功能:
1����、 PLC控制變頻器運(yùn)行,變頻器通過(guò)外接電位器調(diào)速。曲軸連桿在主電機(jī)帶動(dòng)下作用往復(fù)運(yùn)動(dòng)���,使模切版臺(tái)與壓切機(jī)構(gòu)不斷離合�����。
2��、 當(dāng)PLC檢測(cè)到高位信號(hào)��,表明模切版臺(tái)與壓切機(jī)構(gòu)是分離的��,此時(shí)允許拖料�����,PLC立即接通DO點(diǎn)����,觸發(fā)A2伺服DI2(光控)或DI3(程控)���,也就是拖料信號(hào)��。一般情況下,拖料會(huì)在PLC檢測(cè)到低位信號(hào)前完成,如果�����,低位信號(hào)來(lái)時(shí)���,伺服拖料沒(méi)有完成����,PLC會(huì)立刻觸發(fā)伺服的DI6 STOP信號(hào)�,使伺服停止拖料,避免扯斷原材料���,同時(shí)�����,在觸摸屏上顯示超速報(bào)警畫(huà)面����。
3���、 點(diǎn)動(dòng)是用來(lái)對(duì)色標(biāo)的���,每按一次�����,PLC觸發(fā)伺服的DI4(正向)�,或DI5(反向)走一固定短距離��。
4��、 計(jì)算當(dāng)前速度與產(chǎn)量��。
5�、 其它功能:光電糾編,排廢�,放卷等。
6��、 部分參數(shù) 設(shè)置畫(huà)面
7�����、 

8����、

七��、結(jié)束語(yǔ)
A2是目前臺(tái)達(dá)功能強(qiáng)大的一款伺服���,不光擁有快速的響應(yīng)(速度環(huán)頻率達(dá)1KHZ)����,而且還提供了傳統(tǒng)伺服不具備的電子凸輪功能,內(nèi)部的PR功能�,使A2能做許多原來(lái)需上位運(yùn)動(dòng)控制器才能完成的工作。
此次���,A2在模切上的成功應(yīng)用表明��,使用此種控制架構(gòu)�����,可以使客戶的PLC程序簡(jiǎn)化�,而控制性能完全由A2伺服來(lái)保證�����,節(jié)約了客戶的開(kāi)發(fā)周期���,性能也可以大大提高�。






